Tips & Tricks
The transient method – the third out of three methods to simulate the heat effects of welding
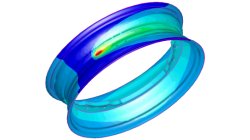
In order to meet different requirements from first design to start of production, three different methods are available in the Virtual Welding & Assembly Suite from ESI. The third one – the transient method – is used when not only distortion but also residual stresses and microstructure need to be evaluated. The part size allows running a heat source gradually. Compare it with a formability evaluation in sheet metal forming. A motorcycle rim may serve as an example.
Harald
Porzner
Welding & Assembly
The instantaneous method – the second out of three methods to simulate the heat effects of welding
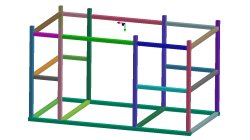
In order to meet different requirements from first design to start of production, three different methods are available in the Virtual Welding & Assembly Suite from ESI. The second one – the instantaneous method – is used when not only distortion but also residual stresses and micro-structure needs to be evaluated, but welded designs are so huge that it would make no more sense to use a classic transient method with a moving heat source – the simulation time would be too long. Compare it with a feasibility evaluation in sheet metal forming. A frame as produced in machine building, with more than 100 welds, may serve as an example.
Harald
Porzner
Welding & Assembly
The shrinkage method – the first out of three methods to simulate the heat effects of welding
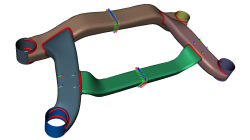
In order to meet different requirements from first design to start of production, three different methods are available in the Virtual Welding & Assembly Suite from ESI. The first one – the shrinkage method – is used in the feasibility and planning phase. Goal is to get as fast as possible an estimation. Compare it with a one-step method in sheet metal forming.
Harald
Porzner
Welding & Assembly

Parallel processing
“To pull a bigger wagon, it is easier to add more horses than to grow a gigantic horse.” This paraphrased quotation nicely expresses the basic concept of parallel processing. The speed of sequential computers has been doubling every eighteen months, according to Moore’s law. However, at any given time, that speed is limited by the state of the art in integrated circuit design and manufacturing. To circumvent that limitation, it is possible to split a given computationally intensive task among multiple processors working simultaneously.
Bohus
Ulrych
Casting

The manufacturing of sand cores
The manufacturing of iron, steel and non-ferrous castings is achieved using a variety of casting process designs, and most of these involve the use of sand cores which form the internal shape of the casting. A good quality casting requires a good quality core. Dimensional stability, uniform density, strength, hardness and permeability are some of the characteristics that need to be controlled. A good core must have suffi cient strength and hardness to be handled and to resist during the pouring of liquid metal. Suffi cient permeability is also necessary for the escape of gases generated during the casting process. The diff erent manufacturing processes and some of the issues related to core production will be discussed here.
Casting
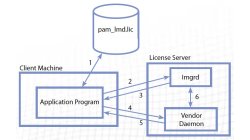
FLEXlm protection file system
ESI group needs to license, manage and track a variety of licensing options, platform and product dependencies. FLEXlm is one of the only software that is up to this task. A simple, shrinkwrapped license management product would not be powerful and flexible enough to license all ESI products.
Casting
Why it is useful to describe problems in terms of non-dimensional parameters and which ones are the main important in solidification?
A dimensionless quantity is a quantity without any physical units. Such a number is typically defi ned as a product or ratio of quantities which do have units, in such a way that all units cancel. Dimensionless quantities are widely used in the fields of physics and engineering but also in every day life.
Casting