Tips & Tricks

e-Café #6 - Prédiction des points chauds dans les moules en sable avec ProCAST™
Visualisez les points chauds dans le moule à l’aide de la fonction BurnOn de ProCAST™
Mathieu
Moerckel
Casting

e-café #5- Pilotage du refroidissement par thermocouple à l’aide de ProCAST™ et QuikCAST™
Pilotage du refroidissement par thermocouple à l’aide de ProCAST™ et QuikCAST™
Mathieu
Moerckel
Casting

e-café #2- Prédiction de la localisation des inclusions de sable à l’aide de ProCAST™
Prédiction de la localisation des inclusions de sable à l’aide de ProCAST™
Mathieu
Moerckel
Casting

e-café #1- Détermination de la courbe de déplacement du piston à l’aide de ProCAST™
Détermination de la courbe de déplacement du piston à l’aide de ProCAST™
Mathieu
Moerckel
Casting
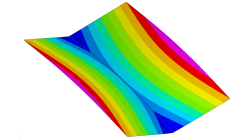
Delta T Offset For Bowing Effect in Assembly Process
In case of butt joint of two plates, in reality, there is an eccentricity e between the neutral phase of bending and the centre of the tendon force caused by the weld which causes the typical horse saddle of a butt welded flat plate.. A functionality Delta T Offset has been developed in order to overcome the limitation due to the shrinkage methodology that cannot provide correct results for a butt joint with a non-symmetrical welding. With this new development, it will be possible to apply an offset value on the thermal loading between upper and lower surfaces of shell. In consequence, the horse saddle effect of a butt welded flat plate is produced with Assembly solution.
Yonggang
Duan
Welding & Assembly
How to report and talk about simulation time in an objective manner
Reporting or talking about simulation time is a difficult subject. In the article a way to manage this problem in an objective manner is given.
Harald
Porzner
Welding & Assembly

Materials in the database - Which material properties to use with respect to the three methods to simulate the heat effects of welding
A material is described with exactly one set of material properties. In simulation engineering - depending on the applied method and the moment in time when the simulation is carried out in the product development cycle - only subsets of a full material data set might be required. In this article is outlined which subset is used for which purpose, what is available in the database, and what can be simulated.
Harald
Porzner
Welding & Assembly
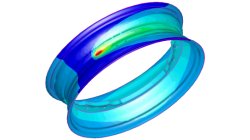
The transient method – the third out of three methods to simulate the heat effects of welding
In order to meet different requirements from first design to start of production, three different methods are available in the Virtual Welding & Assembly Suite from ESI. The third one – the transient method – is used when not only distortion but also residual stresses and microstructure need to be evaluated. The part size allows running a heat source gradually. Compare it with a formability evaluation in sheet metal forming. A motorcycle rim may serve as an example.
Harald
Porzner
Welding & Assembly
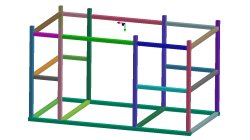
The instantaneous method – the second out of three methods to simulate the heat effects of welding
In order to meet different requirements from first design to start of production, three different methods are available in the Virtual Welding & Assembly Suite from ESI. The second one – the instantaneous method – is used when not only distortion but also residual stresses and micro-structure needs to be evaluated, but welded designs are so huge that it would make no more sense to use a classic transient method with a moving heat source – the simulation time would be too long. Compare it with a feasibility evaluation in sheet metal forming. A frame as produced in machine building, with more than 100 welds, may serve as an example.
Harald
Porzner
Welding & Assembly
The shrinkage method – the first out of three methods to simulate the heat effects of welding
In order to meet different requirements from first design to start of production, three different methods are available in the Virtual Welding & Assembly Suite from ESI. The first one – the shrinkage method – is used in the feasibility and planning phase. Goal is to get as fast as possible an estimation. Compare it with a one-step method in sheet metal forming.
Harald
Porzner
Welding & Assembly