Tips & Tricks

How to simulate welding process with variable weld speed and Heat power ?
In real process, the user changes the velocity depending to the distance already covered or still to cover in welding process. To better reproduce the start and the end of a welding process, the velocity must be able to vary during at least these two phases as well as the heat source power. And to be more generic, this feature introduces a time dependency of the heat source velocity and its power density.
Mandikizinoyou
Taro
Welding & Assembly, Virtual Performance, Virtual Integration Platform

e-café #12 : L’outil de post traitement ESI PLAYER™
Découvrez comment exporter et exploiter les résultats de ProCAST™ ou QuikCAST™ dans l’interface ESI-PLAYER™
Mathieu
Moerckel
Casting

e-Café #7 - Maillage volumique avec Visual-CAST™ 16.0
Créez le maillage volumique à l’aide de la fonction Grid Definition dans Visual-CAST™ 16.0
Mathieu
Moerckel
Casting

e-Café #2 PYFUN, PYSTOP - Programmer ses propres critères d'arrêt de calcul
Comment programmer des critères d'arrêt de calcul en Python
Jean-Charles
Paulin
Virtual Performance

e-café #5- Pilotage du refroidissement par thermocouple à l’aide de ProCAST™ et QuikCAST™
Pilotage du refroidissement par thermocouple à l’aide de ProCAST™ et QuikCAST™
Mathieu
Moerckel
Casting

e-café #4- Modélisation de l’emballage (Wrap) à l’aide de ProCAST™
Modélisation de l’emballage (Wrap) à l’aide de ProCAST™
Mathieu
Moerckel
Casting

e-café #3- Modélisation des opérations de poteyage et soufflage à l’aide Quik CAST™
Modélisation des opérations de poteyage et soufflage à l’aide Quik CAST™
Mathieu
Moerckel
Casting

Parallel processing
“To pull a bigger wagon, it is easier to add more horses than to grow a gigantic horse.” This paraphrased quotation nicely expresses the basic concept of parallel processing. The speed of sequential computers has been doubling every eighteen months, according to Moore’s law. However, at any given time, that speed is limited by the state of the art in integrated circuit design and manufacturing. To circumvent that limitation, it is possible to split a given computationally intensive task among multiple processors working simultaneously.
Bohus
Ulrych
Casting

The manufacturing of sand cores
The manufacturing of iron, steel and non-ferrous castings is achieved using a variety of casting process designs, and most of these involve the use of sand cores which form the internal shape of the casting. A good quality casting requires a good quality core. Dimensional stability, uniform density, strength, hardness and permeability are some of the characteristics that need to be controlled. A good core must have suffi cient strength and hardness to be handled and to resist during the pouring of liquid metal. Suffi cient permeability is also necessary for the escape of gases generated during the casting process. The diff erent manufacturing processes and some of the issues related to core production will be discussed here.
Casting
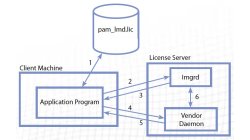
FLEXlm protection file system
ESI group needs to license, manage and track a variety of licensing options, platform and product dependencies. FLEXlm is one of the only software that is up to this task. A simple, shrinkwrapped license management product would not be powerful and flexible enough to license all ESI products.
Casting